Why Your Manufacturing Firm Needs AI Agentic Systems — Now


Modern manufacturing is facing a perfect storm: retiring experts, widening skill gaps, rising complexity, and increasing pressure for efficiency. AI agentic systems offer a practical, immediate path to protect your knowledge, empower your workforce, and future‑proof your operations. Early adopters are already gaining a competitive edge — and the window to build private, organization‑specific agents is closing fast.
Below are the 10 most compelling reasons to begin your AI agent journey today. For additional insights, attend our April 24th Webinar.
10 Reasons to Adopt AI Agentic Systems
- Protect Your Proprietary Know‑How
As open‑agent ecosystems expand, generic AI will shape industry norms. Building private agents now ensures your unique processes, methods, and tribal knowledge remain protected and don’t get diluted into public models.
- Capture Tacit Knowledge Before It’s Lost
Retirements and turnover threaten decades of expertise. AI agents preserve critical insights, troubleshooting logic, and best practices that would otherwise disappear.
- Accelerate New‑Hire Productivity
Agentic systems act as on‑demand mentors, giving new workers instant access to expert guidance and reducing ramp‑up time.
- Reduce Training Costs and Skill Gaps
AI agents deliver consistent, real‑time instruction — lowering training hours, minimizing rework, and supporting upskilling without pulling senior staff off the floor.
- Strengthen Safety and Compliance
Agents reinforce correct procedures, monitor for deviations, and provide step‑by‑step support to reduce risk and maintain regulatory alignment.
- Improve Process Consistency and Quality
AI agents follow defined logic every time, reducing variability across shifts and helping teams hit higher first‑pass yield.
- Boost Workforce Efficiency Without Adding Headcount
Agents automate repetitive tasks, documentation, troubleshooting, and decision support — freeing your people to focus on higher‑value work.
- Increase Resilience Against Labor Shortages
When staffing changes occur, AI agents maintain continuity, stability, and operational performance.
- Unlock Continuous Improvement at Scale
Agents learn from every interaction, surfacing improvement opportunities and standardizing best practices across teams and facilities.
- Stay Competitive in a Rapidly Evolving Industry
Manufacturers who adopt agentic systems now will outperform peers in agility, cost control, and workforce capability as AI becomes the new operational baseline.
Your Next Step
AI agentic systems are no longer experimental — they’re becoming essential infrastructure. The manufacturers who act now will own their knowledge, strengthen their workforce, and build a durable competitive advantage.
Join us April 24th for our 10 Reasons to Adopt AI Agent Systems webinar.
Download our 10 Reasons to Adopt AI Agentic Flyer





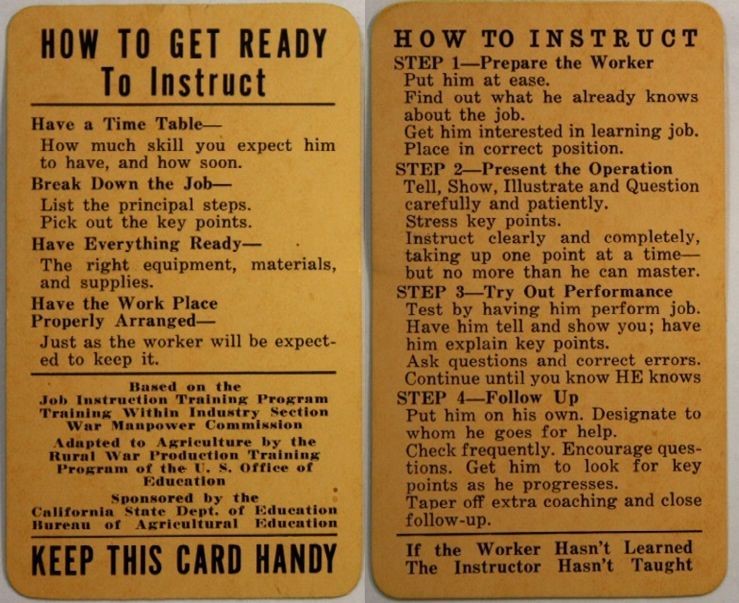
 In our recent blogs posts, we’ve discussed the challenging manufacturing environment of increasing customization and, with that trend, the need for improved job training as work continues to get more varied, complex and is always changing.
In our recent blogs posts, we’ve discussed the challenging manufacturing environment of increasing customization and, with that trend, the need for improved job training as work continues to get more varied, complex and is always changing.